DUL ୟୁନିଅନ୍ ଏଲବୋ ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍ ସଙ୍କୋଚନ ଇନଷ୍ଟ୍ରୁମେଣ୍ଟେସନ୍ ଟ୍ୟୁବ୍ ଫିଟିଙ୍ଗ୍ |


| TUbe-OD | | ମ Basic ଳିକ-ଅର୍ଡର-ସଂଖ୍ୟା | | ପରିମାପ | |||
| A | D | E | F | ||
| ପରିମାପ, -in | |||||
| 1/16 | DUL-01 | 0.7 | 0.34 | 0.05 | 3/8 |
| 1/8 | DUL-02 | 0.88 | 0.5। 0.5 | 0.09 | 3/8 |
| 3/16 | DUL-03 | 1 | 0.54 | 0.12 | 1/2 / ।। |
| 1/4 | DUL-04 | 1.06 | 0.6 | 0.19 | 1/2 / ।। |
| 5/16 | DUL-05 | 1.13 | 0.64 | 0.25 | 9/16 |
| 3/8 | DUL-06 | 1.2। 1.2 | 0.66 | 0.28 | 5/8 |
| 1/2 / ।। | DUL-08 | 1.42 | 0.9 | 0.41 | 13/16 |
| 5/8 | DUL-10 | 1.5 | 0.96 | 0.5। 0.5 | 15/16 |
| 3/4 | DUL-12 | 1.57 | 0.96 | 0.62 | 1-1 / 16 |
| 7/8 | DUL-14 | 1.76 | 1.02 | 0.72 | 1-3 / 8 |
| 1 | DUL-16 | 1.93 | 1.23 | 0.88 | 1-3 / 8 |
| 1-1 / 8 | DUL-18 | 2.17 | 1.23 | 0.97 | 1-11 / 16 |
| 1-1 / 4 | DUL-20 | 2.67 | 1.62 | 1.09 | 1-11 / 16 |
| 1-1 / 2 | DUL-24 | 3.1 | 1.97 | 1.34 | 2 |
| 2 | DUL-32 | 4.22 | 2.66 | 1.81 | 2-3 / 4 |
ରେଫରେନ୍ସ ପାଇଁ ଅଦଳବଦଳ |
ପାର୍କର:
ଇଟନ୍ / ପାଣିପାଗ ହେଡ୍:
ମିଡଲ୍ୟାଣ୍ଡ:
swagelok: -109 -209 -309 -409 -509 -609 -819 -1019 -1219 -1419 -1619 -1819 -2009 -2409 -3209
ଧ୍ୟାନ ଦୟାକରି request ଅନୁରୋଧ ଅନୁଯାୟୀ ଯୋଗାଇ ଦିଆଯାଇଥିବା ଅଣ-ଷ୍ଟକ୍ ଆଇଟମଗୁଡିକର ଉଦ୍ଧୃତି ଏବଂ ବିତରଣ |ବିନା ବିଜ୍ଞପ୍ତିରେ ପରିବର୍ତ୍ତନ ଅଧୀନରେ ଥିବା ବିନ୍ୟାସ ଏବଂ ଡାଇମେନ୍ ସିଅନ୍ |
ଇନଷ୍ଟ୍ରୁମେଣ୍ଟେସନ୍ ଟ୍ୟୁବ୍ ଫିଟିଂ |
ପାର୍କର CPI, Swagelok, Parker A-LOK, HOKE Gyrolok, ଇତ୍ୟାଦି ସହିତ ଆଦାନ ପ୍ରଦାନ |
ପ୍ରୟୋଗଗୁଡ଼ିକ
ସ୍ industrial ିଜିଙ୍ଗ୍ ଆକ୍ସନ୍ ଏବଂ ସିଲ୍ ଅଖଣ୍ଡତା ଉପରେ ଅତିରିକ୍ତ କଟିଙ୍ଗ୍-ଏଜ୍ ଇଞ୍ଜିନିୟରିଂ ସହିତ ଶିଳ୍ପ ସଂକେତ ଏବଂ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ବ୍ୟବହାର କରି ଏହା ଡିଜାଇନ୍ କରାଯାଇଛି |ଏହା ଉଚ୍ଚ ଚାପ ଗ୍ୟାସ୍, ଭାକ୍ୟୁମ୍, ଇମ୍ପୁଲସ୍, ଥର୍ମାଲ୍ ଶକ୍, ଭାରୀ କମ୍ପନ ଏବଂ ନିୟନ୍ତ୍ରଣ ପ୍ରଣାଳୀ, ପ୍ରକ୍ରିୟା ଏବଂ ଯନ୍ତ୍ର ଉପକରଣ ଏବଂ ବିଭିନ୍ନ ପ୍ରୟୋଗରେ ବ୍ୟବହୃତ ଶିଳ୍ପ ଉପକରଣରେ ଅନେକ ଲିକ୍ମୁକ୍ତ ସିଲ୍ ପ୍ରଦାନ କରେ |ଉଦାହରଣ ସ୍ୱରୂପ: ପଲ୍ପ ଏବଂ ପେପର ମିଲ୍, ପେଟ୍ରୋଲିୟମ ପ୍ରୋସେସ୍ ପ୍ଲାଣ୍ଟ, କେମିକାଲ୍ ପ୍ରୋସେସ୍ ପ୍ଲାଣ୍ଟ, କ୍ରୋମାଟୋଗ୍ରାଫି, ପାୱାର୍ ଜେନେରେସନ୍ ପ୍ଲାଣ୍ଟ ..
ବ Features ଶିଷ୍ଟ୍ୟଗୁଡିକ
- ନିର୍ମାଣ - ଚାରୋଟି ଖଣ୍ଡ ୟୁନିଟ୍: ଶରୀର, ବାଦାମ, ଆଗ ଏବଂ ପଛ ଫେରୁଲ୍ |ଏକ୍ସଟ୍ରୁଡ୍ ଏବଂ ଜାଲ୍ ବିନ୍ୟାସକରଣ |
- ଆତ୍ମ-ଆଲାଇନ୍, କମ୍ପନ ପ୍ରତିରୋଧ, ତାପମାତ୍ରା ସାଇକେଲ ଚଲାଇବା ..
- ଉପକାରିତା - ସଂସ୍ଥାପନ କରିବା ସହଜ, ଆଣ୍ଟି-କରୋଜିନ୍, ଏବଂ କ tor ଣସି ଟର୍କ ସ୍ଥାପନ ସମୟରେ ଟ୍ୟୁବ୍କୁ ପଠାଯାଏ ନାହିଁ |
- ସାମଗ୍ରୀ - ମାନକ ଭାବରେ SS316 |ଅନୁରୋଧ ଅନୁଯାୟୀ SS304 ଏବଂ ପିତ୍ତଳ ଭ୍ୟାଲେବଲ୍ |
ନିର୍ଦ୍ଦିଷ୍ଟକରଣ
- ତାପମାତ୍ରା ପରିସର: -325 ° F ରୁ 1200 ° F (-198 ° C ରୁ 648 ° C)
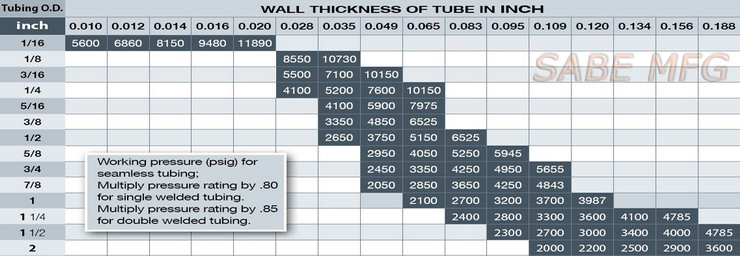
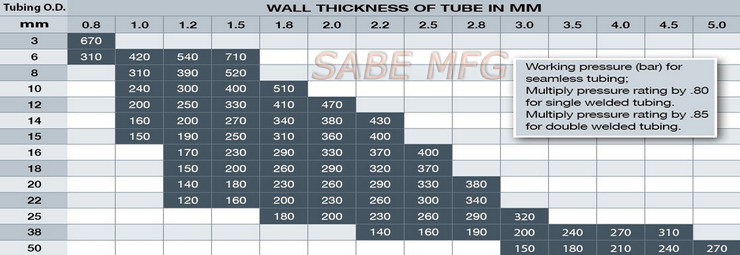
- କାର୍ଯ୍ୟ ଚାପ ଚାର୍ଟ ତଳେ ଦେଖନ୍ତୁ |
ବିଧାନସଭା ନିର୍ଦ୍ଦେଶାବଳୀ |
SABE ଫିଟିଙ୍ଗ୍ ଏକତ୍ରିତ ଏବଂ ଆଙ୍ଗୁଠି ଟାଣାଯାଇଥାଏ |ସେମାନେ ତୁରନ୍ତ ବ୍ୟବହାର ପାଇଁ ପ୍ରସ୍ତୁତ |ବ୍ୟବହାର ପୂର୍ବରୁ ବିଚ୍ଛିନ୍ନ ହେବା ଦ୍ dirt ାରା ମଇଳା କିମ୍ବା ବିଦେଶୀ ସାମଗ୍ରୀ ଫିଟିଂରେ ପ୍ରବେଶ କରିପାରେ, ଯାହା ଲିକ୍ ହୋଇପାରେ |
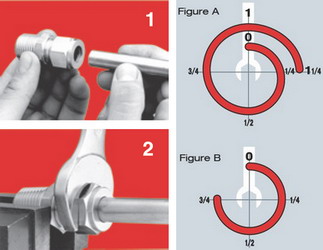
1. ଟ୍ୟୁବ୍ ଫିଟିଂରେ ଟ୍ୟୁବ୍ ଭର୍ତ୍ତି କରନ୍ତୁ |ନିଶ୍ଚିତ କରନ୍ତୁ ଯେ ଟ୍ୟୁବ୍ ଫିଟିଙ୍ଗ୍ କାନ୍ଧରେ ଦୃ ly ଭାବରେ ରହିଥାଏ ଏବଂ ବାଦାମ ସ୍ନିଗ୍-ଟାଇଟ୍ ଅଟେ |ଏହି ଅବସ୍ଥାରେ, ଟ୍ୟୁବ୍ ହାତରେ ଘୂର୍ଣ୍ଣନ କରେ ନାହିଁ |
2. ବାଦାମକୁ ଟାଣିବା ପୂର୍ବରୁ, ପରାମର୍ଶ ଦିଆଯାଇଛି ଯେ ବାଦାମର ହେକ୍ସ ଉପରେ ଫିଟିଙ୍ଗ୍ ଶରୀର ଉପରେ ବିସ୍ତାରିତ ଏକ ଲେଖକ ଚିହ୍ନ ଟାଣନ୍ତୁ, ଯେପରି “0 position” |ଏହି ଚିହ୍ନ ପ୍ରାରମ୍ଭ ବିନ୍ଦୁ ଏବଂ ସଠିକ୍ ପଲ୍ ଅପ୍ ପାଇଁ ଏକ ସୂଚକ ଭାବରେ କାର୍ଯ୍ୟ କରିବ |
3. ବ୍ୟାକଅପ୍ ରେଞ୍ଚ ସହିତ ଫିଟିଙ୍ଗ୍ ଶରୀରକୁ ସ୍ଥିର ରଖିବାବେଳେ, ବାଦାମକୁ 1-1 / 4 ଟର୍ନ୍ ଟାଣନ୍ତୁ, ଶାସ୍ତ୍ରୀ ମାର୍କ ଦେଖନ୍ତୁ ଏବଂ ଗୋଟିଏ ସମ୍ପୂର୍ଣ୍ଣ ବିପ୍ଳବ କରନ୍ତୁ |ତା’ପରେ ଚିତ୍ର ଏ ଅନୁଯାୟୀ ଏଣ୍ଡ ସ୍ଥିତିକୁ ଫେରିବା ଜାରି ରଖନ୍ତୁ (1/8 ″ ଏବଂ 3/16 ″ ସାଇଜ୍ ଟ୍ୟୁବ୍ ଫିଟିଙ୍ଗ୍ ପାଇଁ, ଚିତ୍ର B ପରି ଆଙ୍ଗୁଠି ଟାଣରୁ କେବଳ 3/4 ଟର୍ନ୍ ଆବଶ୍ୟକ)





